In un’epoca dove spesso a farla da padrone è lo spettacolo (e citando anche una famosa canzone…. “show must go on”) spesso si tende a rendere eroi personaggi che non lo sono affatto, soprattutto quando questi infrangono le regole.
Indipendentemente dalla mia fede Ducatista ritengo che in un’azienda seria (e il motomondiale è alla fine un’azienda) ci devono essere delle regole e queste regole, che piaccia o no, vanno rispettate. Negli ultimi anni invece c’è stata una confusione nei regolamenti e una lentezza a prendere le decisioni che un bradipo a confronto è rapido.
Nel gran premio di Catalogna per una motivazione che non è ancora chiara, Fabio Quartararo ha deciso di togliersi il chest protector e di proseguire gli ultimi giri con la tuta slacciata. Tutti a gridare all’eroe del giorno che ha sfidato la velocità (e le moderne motoGP hanno dimostrato di raggiungere i 350km/h) e ha tagliato il traguardo.
Bene, bravo MA…. perché c’è sempre un ma: se nei giri finali fosse caduto? Cosa sarebbe successo impattando con il terreno (o peggio ancora contro la moto)? Avremmo un pilota che sarebbe ko… tutti saremmo a gridare allo scandalo del non averlo fermato prima. In più, per toglierselo, lo ha gettato in pista il che costituisce un elemento di pericolo per chi sopraggiunge dopo di lui, specialmente se restava in traiettoria.
Il regolamento (che trovate qui) in fondo al punto 2.4.5.2 recita “L’attrezzatura deve essere indossata, correttamente allacciata, in ogni momento durante l’attività in pista.” Questo vuole dire che Quartararo stava violando le regole pertanto la Race Direction aveva il dovere di fermarlo immediatamente (non dico squalificarlo ma almeno indirizzarlo subito al box per rimpiazzarlo).
Facendo così la Race Direction ha creato un precedente molto pericoloso perché non punito ma soprattutto ha dimostrato di non saper prendere una decisione importante in tempi rapidissimi.
Capisco che il pilota è un animale da pista, che si gioca il mondiale e che uno zero pesa parecchio sulla classifica ma resto dell’opinione che la sicurezza dei piloti viene prima di qualsiasi altra cosa, soprattutto se poi ci tocca piangere su una tomba
AGGIORNAMENTO…
Fabietto, fai poco lo scemo con queste foto… non c’è da scherzare sulla sicurezza e ricorda che ti è andata bene, pensa se ti mollava la gomma e andavi per terra con la tuta aperta (e magari restava impigliata in qualche appendice della moto)
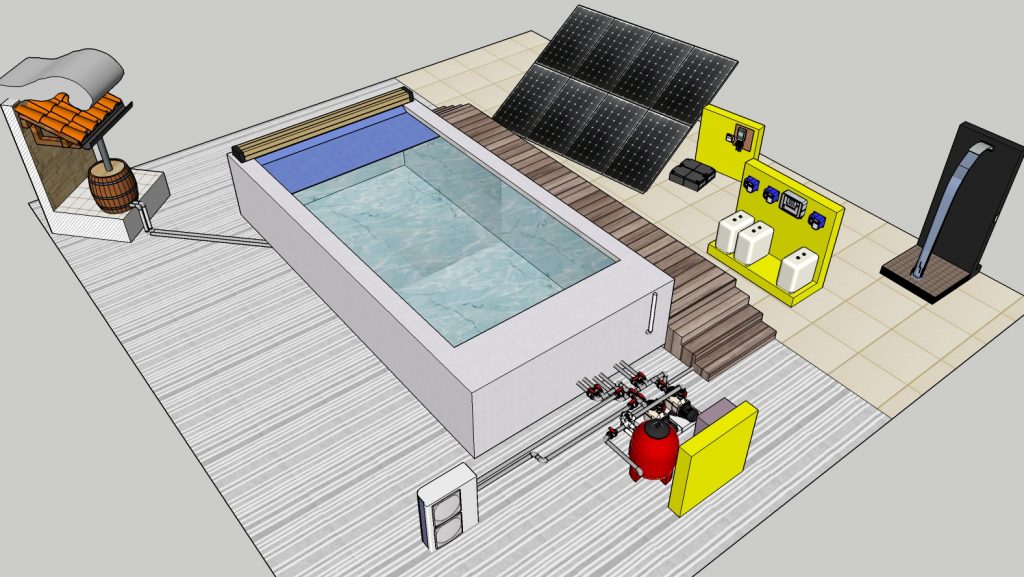
La Smartpool (o piscina autosufficiente) è un progetto speciale realizzato in occasione di Forum Piscine 2020 a Bologna e coordinata dal collega Ing. Mario Giovannoni che ha permesso all’azienda per cui lavoro nel momento in cui scrivo questo post di inserirsi in questo contesto di auto sostenibilità (qui l’articolo dal sito ansa.it)
Smartpool (immagine per gentile concessione dell’Ing. Mario Giovannoni)
L’idea (in poche parole e in maniera estremamente semplice) è quella di avere una piscina che parte dal raccogliere l’acqua piovana per il reintegro di quanto si disperde, passando dai pannelli solari per riscaldare l’acqua e generare energia elettrica per muovere i componenti elettrici fino ad arrivare alla copertura isotermica per ridurre la la perdita del calore accumulato e lo spreco di prodotti chimici disciolti in vasca.
IL MIO CONTRIBUTO
Come azienda ho avuto modo quindi di dover realizzare oltre alla classica copertura di tipo AGS (acronimo di Above Ground Sistem) anche un rivestimento speciale per coprire l’impianto di movimentazione della copertura a profili rigidi.
L’impianto realizzato (immatricolato 2020-0000) è stato realizzato in questo modo:
Sistema di avvolgimento e supporti rullo realizzati in acciaio inox AISI316L che conferisce all’impianto adeguate caratteristiche meccaniche. I componenti sono inoltre sottoposti a trattamento finale di decapaggio e passivazione certificato ASTM 967 per garantire un’ottimale resistenza alla corrosione;
Copertura vasca a profilo cavo colore bianco ghiaccio e tappo di finitura in PVC contenenti componenti antiurto (deve resistere agli eventi atmosferici avversi quali improvvise e violente grandinate) e resistente ai raggi UV (è esposta al sole per almeno 8 mesi all’anno);
Motore esterno 24Vcc con grado di protezione IP68 (protezione totale contro l’ingresso di polveri e adatto per un’immersione permanente in acqua), ricordo che l’alimentazione a basso voltaggio è una delle caratteristiche di sicurezza dettato dalla norma Norma CEI 64-8 degli apparecchi destinati alle vasche e montati nelle zona 0 e zona 1;
Centralina di controllo Polimpianti PRO con telecomando (sviluppata anch’essa come prototipo e presentata presso la fiera);
Copertura meccanismo di avvolgimento realizzata con struttura in lega di alluminio serie 6000 e rivestita in Polideck® color Montana (materiale polimerico resistente agli urti, ai raggi UV e al cloro anche se immerso completamente in acqua)
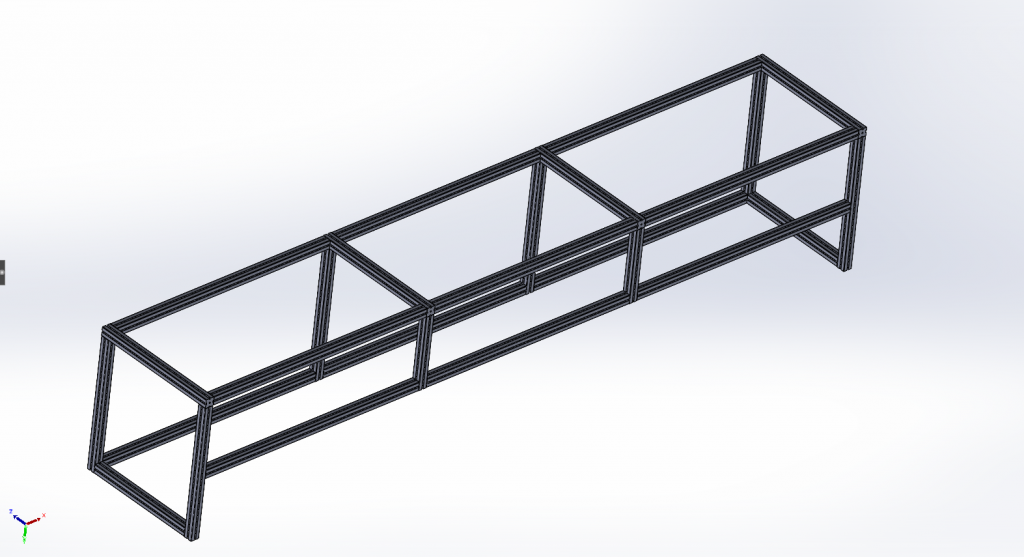
Struttura della copertura impianto Above Ground System disegnata con SolidWorks
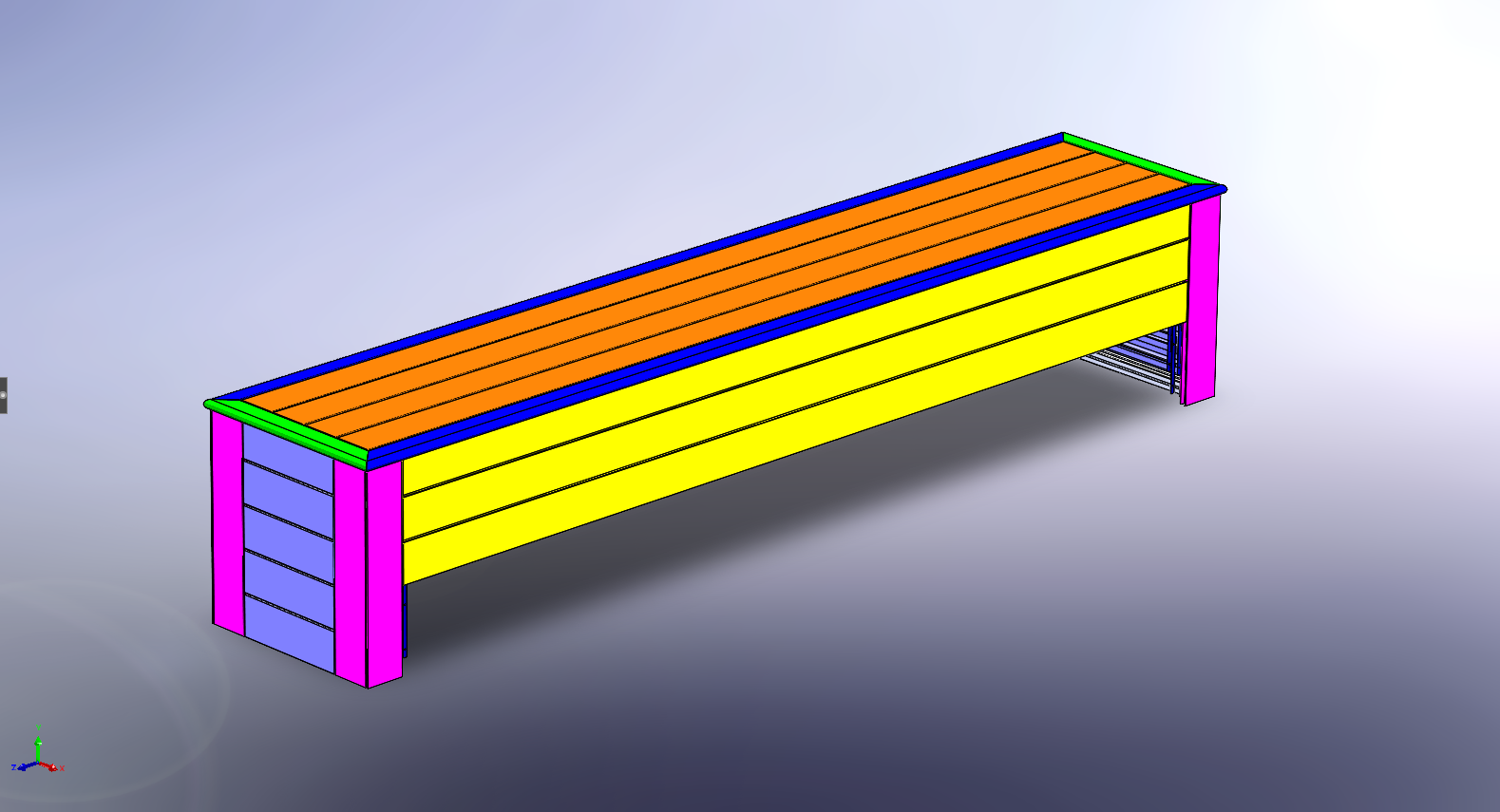
Copertura finita disegnata CAD dell’impianto Above Ground System
Realizzazione della copertura Above Ground System in officina
Installazione dell’impianto Above Ground System e della copertura sulla Smartpool presso la fiera
Con il collega Ing. Giovannoni in fiera alla presentazione della Smartpool
L’azionamento della copertura è gestito da un motore elettrico: azionando un interruttore a seconda di come si preme il tasto, il motore inizierà a funzionare e il suo asse motore ruoterà in senso orario o antiorario a seconda di come fluisce la corrente al suo interno. Fin qui nulla di particolare. la copertura da manuale diventa motorizzata. in questo caso la centralina di comando ha il mero compito di trasformare la tensione di linea (220Vca a 50Hz) in corrente per alimentare il motore a bordo vasca (24Vcc)
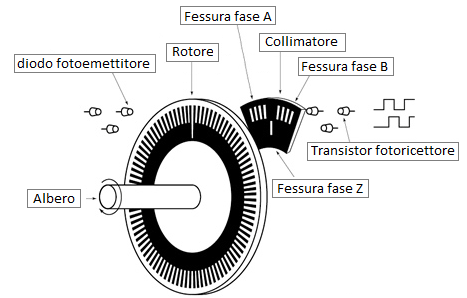
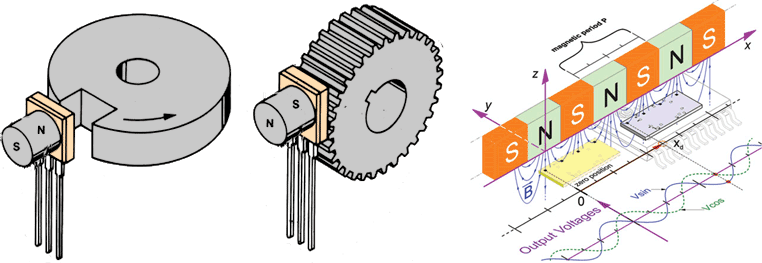
Per farla diventare però automatizzata occorre aggiungere qualcosa che permetta a una centralina di “sapere” cosa sta facendo la copertura. In questo caso ci viene incontro l’encoder: un circuito elettronico che ha il compito di dialogare con la centralina per aiutarla a conoscere il comportamento della copertura.
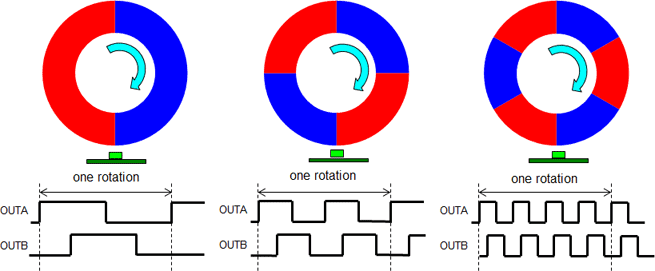
Calettiamo perciò sull’albero motore un disco con dei settori e mettiamo in prossimità un sensore che riesce a leggere quanti settori passano sotto di lui nell’unità di tempo. Questo permette di conoscere quanti giri fa il motore e di conseguenza, tramite software, a sapere quanta strada ha percorso la copertura. Il canale A perciò conosce la velocità ma non sa se la copertura si sta avvolgendo (apertura della vasca) o svolgendo (chiusura della vasca).
Aggiungiamo perciò una seconda pista, sfalsata rispetto alla prima che rappresenta il canale B: in questo caso il sensore deve leggere 2 segnali. Se legge prima il segnale B rispetto al segnale A, la centralina riconosce un verso di rotazione (ad esempio orario) mentre se il sensore legge prima il segnale A rispetto a B la centralina sa che la rotazione è opposta rispetto a prima. La centralina pertanto conosce anche il verso di rotazione.
Senso di rotazione: CCW=Antiorario CW=Orario
La precisione è dettata dal numero di settori del disco: maggiore è il numero di settori sul disco, maggiore sarà la precisione di posizionamento dell’albero motore. Per fare un esempio:
Appare chiaro che all’aumentare del numero di settori, è possibile conoscere con maggior precisione la posizione angolare dell’albero.
Ovviamente la precisione della posizione angolare è legata al fattore costo (maggiore precisione comporta un costo proporzionalmente maggiore) ma anche al sistema in cui è installato: nel caso specifico, essendo un motore con elevato rapporto di riduzione, ad ogni giro dell’albero di uscita del riduttore meccanico corrispondono circa 500 giri dell’albero del motore elettrico. Non ha pertanto senso spingersi a risoluzioni estreme dell’encoder.
Un’alternativa è rappresentata dall’encoder di tipo magnetico: utilizza un sistema di rilevazione dei segnali basato sulla variazione del flusso magnetico generato da un magnete (a più coppie polari) calettato sull’albero del motore elettrico di fronte al sensore saldato sulla scheda encoder stessa.
Tra i vantaggi di questa soluzione vi è l’assenza di contatto che si traduce in assenza di usura (non richiede manutenzione ed ha una durabilità potenzialmente infinita). Ulteriori vantaggi sono la resistenza in ambienti gravosi che richiedono un’elevata robustezza, velocità e resistenza termica, garantendo al tempo stesso un’affidabilità ottimale nella generazione dei segnali.
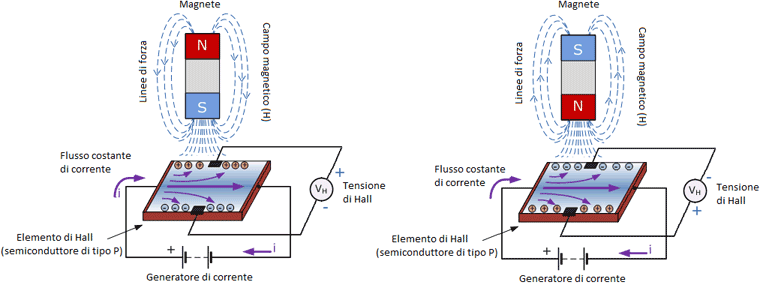
Il segnale sfrutta l’effetto Hall che non è altro che la formazione di una differenza di potenziale (detta tensione di Hall) sulle facce opposte di un conduttore elettrico dovuta a un campo magnetico perpendicolare alla corrente elettrica che scorre in esso. La variazione del campo magnetico determina tale tensione.
Poiché le tensioni in gioco sono basse, i cavi dell’encoder devono essere schermati per evitare possibili correnti parassite che porterebbero la centralina a non leggere il segnale causando un malfunzionamento del sistema.
Normalmente non scrivo mai di quello che faccio come volontario in ambulanza (Fai del bene e scordatelo, fai del male e pensaci) ma ogni tanto mi sembra giusto parlare di primo soccorso quando lo scopo vuole essere nobile.
Ho deciso di pubblicare questo articolo di giornale de “La Prealpina” di qualche tempo fa non tanto perché è presente il mio nome e quello dei miei colleghi in turno (poteva essere chiunque della mia associazione) quanto per sottolineare che il fratello era già impegnato a fare la rianimazione cardiopolmonare.
Partendo da fatto che sono un semplice soccorritore (e che il mio percorso di studi è basato sull’ingegneria e non sulla medicina!) la rianimazione cardiopolmonare (o RCP) è una manovra non invasiva che può essere eseguita da chiunque quando ci si trova di fronte a una persona che ha perso coscienza e ha smesso di respirare (sottolineo che devono mancare entrambe le cose!!).
LA CHIAMATA AI SOCCORSI
Quando una persona è incosciente occorre verificare la presenza di coscienza e di respiro: con le mani afferratela per il bacino e scuotetela dolcemente mentre la chiamate a voce alta. Nello stesso tempo verificate il torace della persona: se questo non si solleva o se vedete il cosidetto gasping (un boccheggiamento caratterizzato da una riduzione estrema della frequenza degli atti respiratori che è da considerare respiro NON efficace) la persona è in arresto cardiorespiratorio. Occorre immediatamente avvisare il sistema di emergenza chiamando (o facendo chiamare) il 112 o utilizzando l’app “112 Where ARE U”
112 Where ARE U è un’app che permette non solo la geolocalizzazione del cellulare sfruttando il GPS ma permette di conoscere già chi sta chiedendo aiuto e, qualora fosse necessario, attivare i soccorsi (ambulanza, forze dell’ordine o vigili del fuoco) con senza dover chiamare (pensate ad esempio un caso dove non è possibile parlare come una rapina in corso o un caso di violenza domestica).
L’app è disponibile per cellulari Apple o per cellulari Android, è gratuita e una volta scaricata occorre aprirla per registrarsi (tranquilli che nessuno vi contatterà mai per vendervi nulla o per disturbarvi!). Fatto questo si spera di non doverne mai fare uso…
IL MASSAGGIO CARDIACO
Allertato il sistema di emergenza, si inizia con la RCP. Lo scopo della manovra, detto in maniera becera, è quello di creare una battito cardiaco artificiale. In questo momento il cuore, per cause che non sta a me approfondire, non è in grado di pompare il sangue (siamo in condizione di morte clinica). Se non si riesce ad alimentare le cellule con sangue ossigenato e sostanze nutritive nel giro di 4-6 minuti, le cellule soffrono e poi muoiono (condizione di morte biologica) Per fare un paragone immaginate di dimenticare la vostra auto con il motore in moto in un parcheggio: se c’è carburante il motore continuerà a funzionare, quando la benzina sta finendo il motore perderà colpi finché, esaurito il carburante, il motore si spegnerà senza possibilità di ripartire.
Il cuore, sempre banalizzando, immaginatelo come una spugna (in effetti il cuore è composto da 4 cavità, le due superiori chiamate atri, le due inferiori chiamate ventricoli). Il cuore è posizionato al centro del torace (non a sinistra come molti credono!) e rimane tra lo sterno e la colonna vertebrale. Premendo per 6 centimetri il cuore viene “strizzato” e il sangue fluisce nelle vene e nelle arterie. Rilasciando completamente il cuore si riempie nuovamente. questa manovra va eseguita per 30 volte con una frequenza di 1 compressione ogni mezzo secondo (pari a 120 compressioni al minuto, per farvelo ricordare meglio ricordatevi il tempo della canzone “Stayin’ Alive” dei Bee Gees che guarda caso tradotto significa “restare vivi”).
Terminate le prime 30 compressioni guardate in bocca al paziente: se ci fosse qualcosa che potrebbe ostruire le vie aeree cercate di rimuoverlo ma senza mettere le mani in bocca (c’è il rischio di contatto con liquidi biologici infetti quali sangue o vomito e soprattutto rischiate di non liberarle le vie aeree ma di spingere verso la gola il “blocco”)
Niente aria? Una volta si faceva la respirazione artificiale: questa però è possibile quando abbiamo un dispositivo che ci protegge (face shield, pocket mask) ma in periodo COVID19 è stata tassativamente abolita questa tecnica per ovvie ragioni. Da studi condotti risulta infatti che, comprimendo il torace, una quantità di aria arriva ai polmoni e, anche se non è tutta quella che serve, un minimo di aiuto lo da.
A questo punto avete allertato (o fatto allertare) il 112, avete eseguito le prime 30 compressioni, avete verificato che le vie aeree non fossero bloccate. Riprendete quindi senza mai più fermarvi le compressioni sempre con una frequenza alla Stayin’ Alive, 6 centimetri in giù a “strizzare” il cuore e 6 centimetri in su a “far assorbire il sangue” al cuore finché non arrivano i soccorsi. Fermatevi solamente se il pazienta presenta segni di ripresa del respiro o inizia a muoversi (e interfacciatevi con il 112 che potrà darvi indicazioni!)
CONCLUSIONI
Ora, per quanto possiamo essere veloci, tra il tempo 0 in cui il paziente va in arresto cardiaco e il tempo finale T in cui arriva il mezzo di soccorso difficilmente passano pochi secondi: da qui l’importanza di diffondere quanto più possibile alla popolazione la cultura del soccorso e insegnare le tecniche di RCP. Avendo così una rete capillare di persone addestrate a queste manovre (che ripeto, possono essere effettuate da chiunque!) si potrà cercare di abbassare quel numero di 60000 morti all’anno (o se preferite 1 ogni 1000 abitanti) per morte cardiaca improvvisa.
Chiunque fosse interessato ad imparare queste tecniche può contattare le associazioni di ambulanze più vicine e chiedere informazioni sui corsi (che nella maggioranza dei casi vengono erogati gratuitamente).
Nota finale: questo articolo è stato scritto in modo da far capire a chi non è del “mestiere” con esempi e termini quanto più semplici possibili il funzionamento delle manovre e della loro importanza. Non me ne vogliano quindi medici, infermieri, colleghi istruttori o anche semplici soccorritori di qualsiasi associazioneche dovessero imbattersi in questo articolo e ritengono la spiegazione non esaustiva o troppo semplicistica. Resto comunque sempre a disposizione per un confronto costruttivo sull’argomento.
Uno dei materiali che tende a resistere a corrosione è l’acciaio inox (definito come acciaio con almeno il 10% di cromo). L’aggiunta di cromo provoca la passivazione (formazione di uno strato di ossido stabile con spessore di pochi micron) sulla superficie. Di conseguenza, l’acciaio inox non si corrode facilmente o si macchia a contatto con l’acqua come accade per l’acciaio al carbonio. Tuttavia, in alcune circostanze, lo strato di passivazione può spezzarsi, provocando un attacco locale come la corrosione alveolare. La corrosione alveolare non consente però la previsione della durata come ad esempio avviene per i rivestimenti allo zinco. In generale, per una data applicazione, occorre selezionare una qualità di acciaio stabile e che non dimostra corrosione nell’ambiente dato.
Un’altra grave forma di corrosione legata all’acciaio inox è la tensocorrosione. L’acciaio inox austenitico può essere soggetto a questa forma di corrosione in ambienti specifici altamente aggressivi, come le piscine coperte. In tali casi, per alcune applicazioni occorre utilizzare qualità di acciaio altamente resistenti alla corrosione, ad es. qualità con contenuto di molibdeno superiore al 6%
A FAVORE DELLA CORROSIONE…
La previsione della corrosione è abbastanza aleatoria ma ci sono dei parametri che contribuiscono notevolmente all’innescare i fenomeni della corrosione (in ordine di importanza)
Concentrazione dell’agente aggressivo
Temperatura dell’agente aggressivo
velocità del fluido sulle pareti del materiale
Finitura superficiale del prodotto
Per queste ragioni è bene conoscere l’ambiente in cui andrà a lavorare il prodotto
La resistenza dell’acciaio inox contro la corrosione alveolare può essere stimata approssimativamente attraverso l’indice PREN (acronimo di Pitting Resistance Equivalent Number ovvero il numero equivalente di resistenza alla vaiolatura). l’indice PREN si basa sulla composizione chimica dell’acciaio considerando la quantità di cromo, molibdeno e azoto. In letteratura, per tale calcolo vengono indicate varie equazioni. Le equazioni più comuni sono:
La formula in alto vale per Mo<3%, quella in basso per Mo≥3%
In generale, acciai con un PREN>32 possono essere ritenuti resistenti agli ambienti marini.
Il PREN però è pensato come indice di resistenza al pitting, quindi ogni altro tipo di ambiente diverso da quello specifico per l’innesco di tale corrosione non è da considerarsi attendibile così come non è attendibile il suo confronto tra famiglie di acciai diversi:due acciai inossidabili con PREN identico, si comporteranno in maniera analoga in fase di “corrosione” potranno essere totalmente diversi in fase di ripassivazione.
TIPOLOGIE DI ACCIAIO INOX
Principalmente gli acciai inox si dividono in 3 grandi famiglie:
martensitici
ferritici
austenitici
I martensitici sono acciai contenenti solo cromo in percentuale variabile tra 11% e 18% con piccole quantità di altri elementi in lega. Possono aumentare le loro caratteristiche meccaniche tramite trattamenti termici in quanto sono gli unici a poter essere temprati oltre che a garantire una buona lavorabilità per deformazione plastica (specie a caldo) e discreta truciolabilità nella sua versione solforata
I ferritici sono anch’essi acciai contenenti solo cromo ma la percentuale aumenta fino a valori tra 16% e 28% ma contrariamente a prima non possono subile trattamenti termici per innalzarne le caratteristiche meccaniche. Al contrario vi è ora una buona lavorazione per deformazione plastica sia a caldo che a freddo euna buona saldabilità
Gli austenitici presentano invece oltre al cromo in percentuale compresa tra 17% e 26% anche nichel in percentuale tra 7% e 22%. Qui la lavorabilità per deformazione plastica a freddo è buona (soprattutto se per imbutitura) e la lavorabilità alle macchine utensili oltre che la saldabilità.
Esiste però una famiglia “mix” tra gli austenitici e i ferritici chiamati acciai Duplex dove la struttura dell’acciaio si presenta sua come austenitica (acrbonio interstiziale nel reticolo ferro gamma cubico a facce centrate) che ferritica (carbonio interstiziale nel reticolo ferro alfa cubico a corpo centrato) generando maggior resistenza alla corrosione sotto stress oltre che caratteristiche meccaniche e di saldatura superiori a quelle dei ferritici semplici.
Classificazione dei più comuni acciai inox
Resta inteso che la scelta della tipologia dell’acciaio inox è legata non solo alla sua resistenza alla corrosione ma anche alla sua resistenza meccanica e lavorabilità
EVITARE LA CORROSIONE GALVANICA
La corrosione galvanica può essere evitata attraverso la giusta scelta della combinazione di materiali. Tuttavia, ciò non è sempre possibile e a volte occorre considerare altre misure.
Per ridurre al minimo la corrosione galvanica, la differenza nel potenziale di corrosione libera tra i materiali deve essere più bassa possibile e/o il rapporto tra la superficie del metallo più nobile e quella del metallo meno nobile deve essere molto alto. Il potenziale di corrosione libera dipende dal potenziale standard, un valore termodinamico dato per ciascun metallo e l’ambiente corrosivo. Maggiore è il potenziale, più nobile è il metallo. Il contatto con un metallo con potenziale minore provoca la corrosione galvanica del metallo meno nobile. Da qui la possibilità di valutare l’applicazione di anodi sacrificali per eliminare (o meglio, ridurre quanto più possibile) la corrosione del materiale da proteggere.
Esattamente 4 anni fa ero in un’altra azienda, periodo prima di Pasqua e necessità secondo il progetto KAIZEN (magari in futuro scriverò un post su cos’è il kaizen ma vi assicuro che non è una parolaccia!) di dover rivoluzionare completamente l’azienda nel suo layout… E per velocizzare il tutto nessuno è stato escluso da dare una mano quindi ecco a voi l’ingegnere mulettista 🙂
Spiegato il fenomeno della corrosione e le varie tipologie di corrosione la domanda è: come ci si può proteggere? Per minimizzare i fenomeni di corrosione si opera in uno o più dei seguenti modi:
Difesa passiva aumentando la resistenza totale del circuito di corrosione (vernici, pitture isolanti, rivestimenti con bitume e catrame);
Eliminando o riducendo le cause di formazione delle “pile” (uso di metalli nobili o passivanti, utilizzo di metalli simili);
Difesa attiva invertendo i processi di natura elettronica eliminando le cause che provocano la corrosione.
RIVESTIMENTO METALLICI NELLE LEGHE BASE FERRO
Cadmio: il rivestimento al cadmio è ottenuto principalmente per elettrodeposizione; hanno spesso funzione estetica e si impiegano molto nel campo elettrico. Presentano una buona resistenza a corrosione ma inferiore a quella offerta dallo zinco. I sali di cadmio presentano tossicità pertanto occorre fare attenzione a dove viene impiegata questa tipologia di protezione
Piombo: avviene generalmente per immersione a caldo o per elettrodeposizione, è diffuso nelle apparecchiature chimiche data la buona resistenza offerta dal materiale. Anche in questo caso per la tossicità dei sali di piombo occorre prestare attenzione a dove viene impiegata la protezione.
Alluminio: ottenuto mediante immersione in alluminio fuso con silicio o zinco, non si ottiene una protezione catodica ma una vera e propria barriera contro gli agenti esterni. Con questo procedimento si ottengono valori di protezione elevata contro la corrosione a caldo (800÷900°C).
Stagnatura a immersione: consiste nell’immersione del prodotto in un bagno di stagno fuso alla temperatura di 310°C previo decapaggio delle superfici e immersione in flusso disossidante (cloruro di zinco e cloruro di ammonio) per ridurre le tensioni superficiali tra stagno e lega. A seguito del processo si raggiunge un rivestimento minimo di 24 g/m2.
Stagnatura elettrolitica: la lega viene posta in un bagno elettrolitico dove gli elettrodi sono costituiti da barre di stagno purissimo. Regolano opportunamente la corrente è possibile ottenere uno spessore di deposito desiderato. Successivamente si ottiene la passivazione che agisce da protettivo contro aria e agenti atmosferici.
Nichel: spesso utilizzato come elemento decorativo oltre a protezione negli ambienti chimici, viene depositato con spessore fino a 300μm conferendo un elevata protezione agli ambienti industriali, , agli alcali, …
Cromo: ottenuto per elettrolisi dell’acido cromico in presenza di un catalizzatore (acido solforico o acido fluoridrico o acido fluorosilicico in piccole percentuali) si deposita sul materiale con spessori di 200÷300μm dando aspetto lucente oltre che un’elevata resistenza a corrosione e ad usura.
Nichel + cromo: impropriamente denominate cromature consistono in un rivestimento di nichel con spessori di 20÷50μm e sopra uno strato di cromo di 0,2÷0,8μm conferendo oltre all’aspetto estetico una buona resistenza a corrosione atmosferica.
Rame: deve essere protetto a sua volta con lacche o altri trattamenti superficiali per resistere a ossidazione. Principalmente viene usata la ramatura nei circuiti stampati e nell’industria tipografica.
Materiali preziosi: il rivestimento si ottiene in genere con bagni cianidrici e non risente dell’ossidazione; vengono utilizzati nell’industria elettronica e nei circuiti stampati.
METALLIZZAZIONE
Consiste nel proiettare zinco polverizzato sulla superficie da proteggere mediante pistole ossiacetileniche o ad arco voltaico. Indispensabile è la perfetta pulizia della superficie e la sabbiatura della stessa in modo da renderla ruvida facilitando l’ancoraggio dello zinco fuso.
Processo di metallizzazione con cannello ossiacetilenico
PLACCATURA
Consiste nel far aderire al foglio di lamiera metallica da proteggere un lamierino di rivestimento mediante onda d’urto esplosiva o tramite laminazione a caldo creando una compenetrazione dei cristalli. Generalmente questo processo viene eseguito su lastre d’acciaio o di leghe leggere.
Pacco di lamiere pronte per essere placcate mediante metodo “colclad”
PROTEZIONE CATODICA
Il metodo galvanico (chiamato anche protezione con anodi solubili) consiste nella realizzazione di una coppia galvanica in cui il materiale da proteggere (catodo) abbia un valore di elettronegatività più basso di quello del materiale ricoprente (anodo di Zn o Al): si ottiene una corrente in direzione del materiale da proteggere il quale non cedendo elettroni cessa la sua corrosione. Lo svantaggio però consiste nell’usura dell’anodo che dovrà essere sostituito. Questo metodo è un ottimo protettivo per componenti soggetti a corrosione nel terreno.
Il metodo elettrolitico, a differenza del precedente si applica una corrente elettrica di 0,05÷10 mA in modo che il materiale da proteggere si comporti da catodo.
Schema di protezione galvanica
Schema di protezione elettrolitica
ZINCATURA
Il vantaggio principale della zincatura elettrolitica consiste nella grande economicità del processo grazie al minor consumo di zinco rispetto al procedimento termico. Lo zinco forma molti sali solubili e, sotto determinate condizioni, può essere elettrodepositato da soluzioni acide e da soluzioni alcaline, quindi a seconda delle esigenze di produzione si possono effettuare lavorazione varie. I rivestimenti elettrolitici di zinco possono essere migliorati nell’aspetto e nel potere protettivo con un trattamento finale di “passivazione” o “cromatazione”. E’ importante ottenere depositi di zinco puro, poiché la presenza in essi di metalli estranei può accelerare di molto la corrosione atmosferica. Sotto questo punto di vista le soluzioni acide al solfato sono da preferirsi a quelle al cianuro, perché c’è minore tendenza di passaggio di impurezze metalliche dagli anodi ai depositi nei bagni al solfato che in quelli al cianuro, nei quali ultimi i potenziali di scarica di parecchi dei metalli sono molto vicini. Un esempio è dato dall’ottonatura (elettrodeposizione di leghe), nella quale lo zinco e il rame sono depositati simultaneamente solo dalle loro soluzioni di cianuri, mentre è pressoché impossibile depositarli da soluzioni acide
Esempio di impianto per zincatura elettrolitica
La zincatura per immersione a caldo è il più diffuso dei processi di protezione delle leghe base ferro ottenuto per immersione in zinco fuso alla temperatura di 450-460°C che consente il formarsi di un rivestimento metallico protettivo. Un esame metallografico del manufatto rivelerà una serie di strati intermedi di lega Fe-Zn simili a quelle ottenibili dal diagramma di equilibrio con spessori di 70÷120µm che isola dagli agenti corrosivi, conferisce durezza superficiale e forma una barriera elettrochimica dato il comportamento anodico rispetto alla lega base ferro.
La zincatura laminare a freddo (denominata anche “zinc-o-fix”) è un procedimento nato negli anni ’70 e consiste nell’applicazione di un adesivo di zinco estremamente puro (99,9%) di spessore 80÷100µm che permette di formare una pila galvanica nel caso di infiltrazione in cui il catodo è la superficie metallica. Questo procedimento è ottimo come protezione da corrosione atmosferica e nel terreno ma non in acqua.
La sherardizzazione infine consiste nella diffusione dello zinco nell’acciaio. Il manufatto viene posto in cassoni in cui è posto il cementante e portati a 300÷400°C per diverse ore. Si ottiene un rivestimento composto da strati di lega Fe-Zn con spessore funzione del tempo di permanenza. Questo trattamento consente di ottenere uno spessore di protettivo uniforme in su tutta la superficie del pezzo.
…E LE VERNICI?
La vernice è un materiale fluido che viene steso sopra una superfici con scopo sia estetico che di protezione. E’ costituita da un componente filmogeno con caratteristiche adesive (legante), da un solvente che lo rende fluido e infine, da un agente plastificante che ne migliora le caratteristiche elastiche una volta essiccata. Alcune vernici sono costituite da plastica/gomma liquida che una volta essiccata può essere anche rimossa in modo più agevole rispetto alla vernice tradizionale. Il processo di formazione della pellicola dipende essenzialmente dalla natura del componente filmogeno: oli siccativi (olio di lino cotto), resine naturali (copale), cellulosa e vari tipi di resine sintetiche (acriliche, viniliche, poliestere, fenoliche, epossidiche, poliuretaniche e alchidiche). Generalmente subiscono un processo di invecchiamento cosiddetto nobile, consumandosi lentamente senza spellarsi, dando l’opportunità di una manutenzione più semplice.
Nella sezione sui miei interessi ho scritto che ho realizzato questo dito su una macchina virtuale. Ma cos’è realmente una macchina virtuale?
Partiamo dal fatto che per esistere una macchina virtuale deve esistere sempre una macchina reale: senza il “ferro” nulla è possibile. Sulla macchina fisica verrà installato un sistema che permetterà di allocare parte delle risorse per realizzare le macchine virtuali. Facciamo un esempio: un server fisico è dotato di 4 processori e di 16 Gb di RAM. Il virtualizzatore dovrà allocare per il suo funzionamento una parte minima di risorse e la restante parte può essere allocata per un numero variabile di macchine virtuali (in teoria 3 macchine allocando ad ogni macchina un singolo processore). Su ogni macchina virtuale, compatibilmente con le risorse, viene poi installato un sistema operativo e può essere utilizzato come se fosse un PC reale.
COME REALIZZARE UNA MACCHINA VIRTUALE
Poichè la maggior parte degli utenti usano Windows le alternative principali possono essere 3:
Hyper-V che è il virtualizzatore nativo di Microsoft
VirtualBox
VmWare
in realtà per chi possiede un server c’è anche una quarta opportunità che è quella di installare il virtualizzatore di tipo 1 ESXi
La differenza tra hypervisor di tipo 1 e 2 consiste nel fatto che quelli di tipo 1 hanno un controllo diretto dell’hardware dell’host mentre quelli di tipo 2 sono eseguiti all’interno di un sistema operativo come un qualsiasi altro programma. Questo non deve trarre in inganno perché Hyper-V, sebbene gira all’interno di Windows, è a tutti gli effetti un hypervisor di tipo 1.
VIRTUALIZZAZIONE CON HYPER-V
Primo step della creazione della macchina virtuale è avere installate le componenti di virtualizzazione: Pannello di controllo–>Programmi e funzionalità–>Attivazione e disattivazione delle funzionalità di windows selezionare “Hyper-V” con le sue sotto componenti e procedere all’installazione.
Andiamo adesso a cercare “Console di Gestione di Hype-V” tramite la barra di ricerca
Il secondo step è la creazione di una macchina virtuale: occorre assegnare, tramite la procedura guidata, le caratteristiche della macchina.
Schermata iniziale
Assegnazione del nome alla macchina virtuale
Assegnazione della tipologia di macchina
Assegnazione della memoria
Selezione della rete a cui far collegare la macchina virtuale
Assegnazione dello switch di rete
Scelta del sistema operativo da installare (scaricato precedentemente…)
Riepilogo
La rete viene configurata di default da Hyper-V per comunicare direttamente con la rete esterna, il consiglio è quello di impostare un indirizzo MAC statico e come sempre tramite le impostazioni del router assegnare alla macchina un IP statico.
La macchina ora risulta creata e possiamo procedere all’installazione di Ubuntu Server facendo clic con il tasto destro sulla macchina virtuale creata e quindi su “avvia”
Detta anche “corrosione intercristallina” si verifica ai bordi dei grani cristallini che hanno subito un trattamento di “sensibilizzazione” (il riscaldamento del materiale che senza provocare cambiamenti di stato comporta la precipitazione di carburi a bordo grano). Nel normale utilizzo della bombola l’intervallo di temperature è inferiore a quello che innesca la precipitazione dei carburi e la conseguente corrosione.
Corrosione intercristallina
CORROSIONE INTERSTIZIALE
Denominata anche “crevice corrosion” avviene nel punto di contatto fra due superfici che possono essere metalliche del stesso tipo o differenti, metalliche e non metalliche, metalliche e di prodotti di corrosione,… nelle fessure tra le due superfici, ristagna acqua che si impoverisce sempre più di ossigeno (anodo); il liquido circostante (catodo) al contrario si rinnova regolarmente e assume una concentrazione di ossigeno sempre più elevata; si attiva così una corrosione elettrochimica, che con l’accumulo di prodotti di corrosione si autoalimenta e accelera il processo. Il problema è facilmente individuabile in corrispondenza dell’attacco della rubinetteria.
CORROSIONE PER VAIOLATURA
La “Pitting corrosion”: è un tipo di corrosione localizzato, ad andamento penetrante o cavernoso. Provoca perforazioni che generalmente non vengono rilevate se non a danno avvenuto. È caratterizzata da zone anodiche localizzate, molto meno estese di quelle catodiche circostanti. È frequente negli ambienti ricchi di ioni cloro. Si svolge in 2 fasi:
La prima fase d’attacco che inizia nei punti a passività superficiale più debole (bordo grano, zone incrudite, inclusioni) o nel caso di metalli molto puri dove lo strato di passività superficiale è interrotto.
La seconda fase di sviluppo è caratterizzata da un’accelerazione del fenomeno corrosivo, poiché ad una piccola area anodica corrisponde una grande area catodica.
Il fenomeno del pitting interessa gli acciai inox, le leghe di alluminio, quelle di rame e gli acciai al carbonio.
Vaiolatura perforante (sopra) e a caverna (sotto)
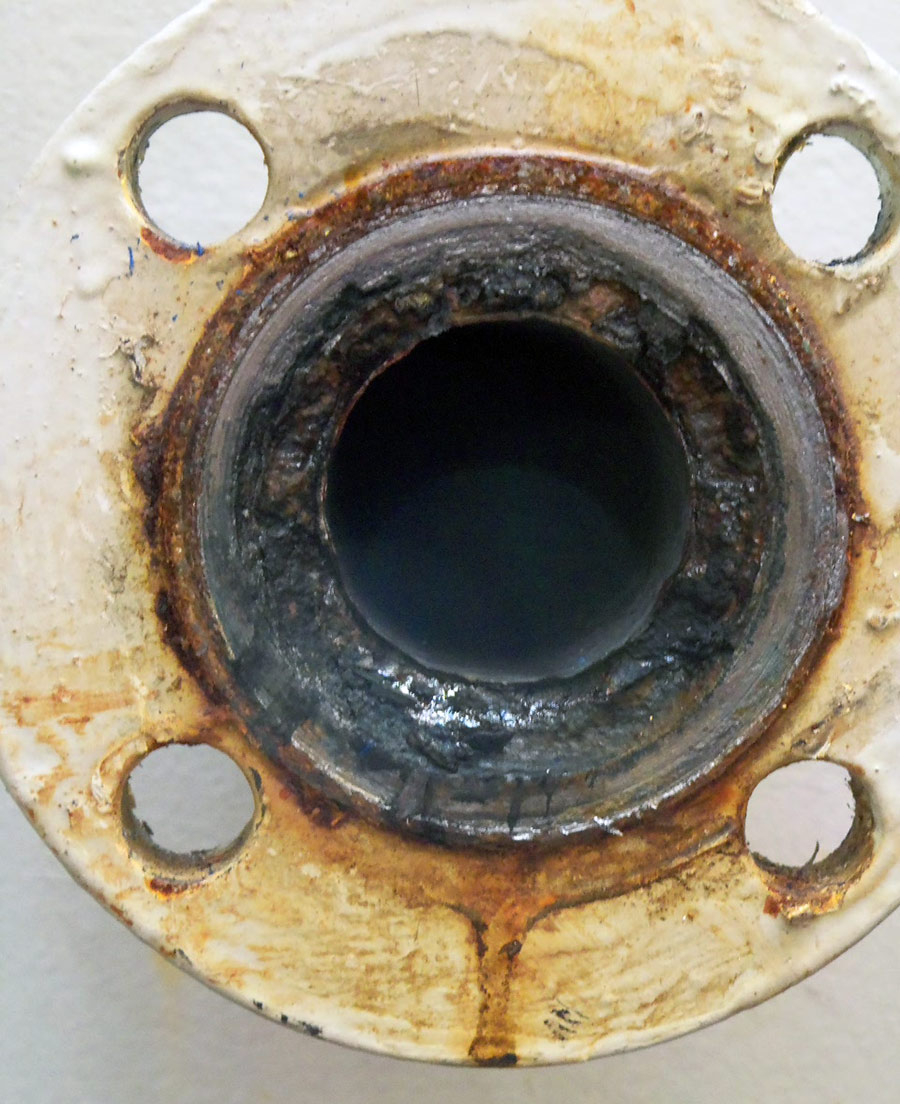
CORROSIONE SOTTO SFORZO
Chiamata anche “stress corrosion”, si genera per la presenza di una sollecitazione di trazione del pezzo in ambiente corrosivo avvenendo in profondità (punto 5) non è visibile e porta a cedimento senza preavviso del componente. Nel caso dei recipienti in pressione è evidente la concentrazione di sforzi in corrispondenza dell’apice della cricca che si comporta da anodo accelerando il fenomeno. Determinanti sono gli sbalzi termici, tensioni dovute a forze interne o esterne o cricche originate dal solo ambiente corrosivo. In assenza di tensioni il decadimento per corrosione sarebbe lento e spesso di scarso rilievo. Risentono di questo problema soprattutto gli acciai inox austenitici in presenza di soluzioni acquose di cloruri e alcune leghe di alluminio e magnesio in presenza di acqua marina.
Cricca schematica sottoposta a sforzo
CORROSIONE PER FATICA
Si manifesta con una serie di cricche transgranulari e raramente intergranulari, filiformi e poco ramificate. L’effetto risultante di corrosione e fatica tende a diminuire la sollecitazione limite e a far scomparire il limite a fatica.